
2018年,在整个车市下行的环境下,新能源汽车的市场表现成为寒冬中的一抹亮色。中汽协数据显示,2018年,我国新能源汽车销量同比大涨61.7%至125.6万辆,超额完成此前规划的100万辆销量目标。而未来几年,新能源汽车市场有望进一步实现爆炸式增长,这对相关技术及部件的发展带来新的空间与挑战,如热管理系统。
传统汽车的热管理系统主要集中于发动机、变速器的散热系统和汽车空调,而新能源车的热管理系统涵盖了新能源汽车几乎所有的组成部分,相对而言,后者对于综合热管理有更高的需求,例如怎样使被冷却部件维持在最佳工作范围内,如何使芯片支持最大的功率输出等,这些对热管理工作均提出较大的挑战。

针对此,近日,盖世汽车微课堂特邀请德纳(无锡)技术有限公司先期技术销售及工程经理曹岳,以“电动汽车电池及IGBT芯片热管理”为主题,与行业朋友进行了分享与交流,以下为现场演讲实录,供参阅!
本期演讲嘉宾个人简介:
演讲内容:
一、电池为何会发热
关于新能源汽车热管理产品种类比较多,今天我们集中会讲到电池热管理和IGBT双面散热器。首先从电池热管理讲起,大家可能会比较好奇的问题是电池为何会发热?简单来讲,电池本身被视作一个大的电阻,当有电流通过的时候就会发热。
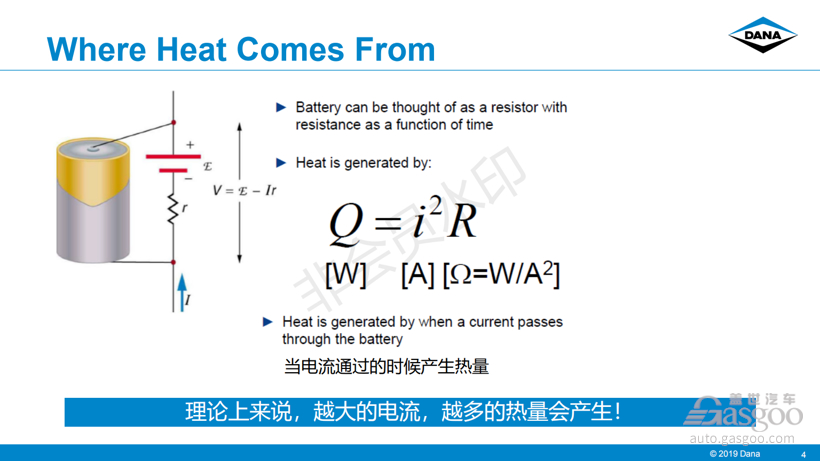
从我上面图片可以看到,电池的热量是电流的平方乘以电池的内阻。所以理论上来说,当电池的内阻是一定的情况下,电流越大,电池的发热量越大。
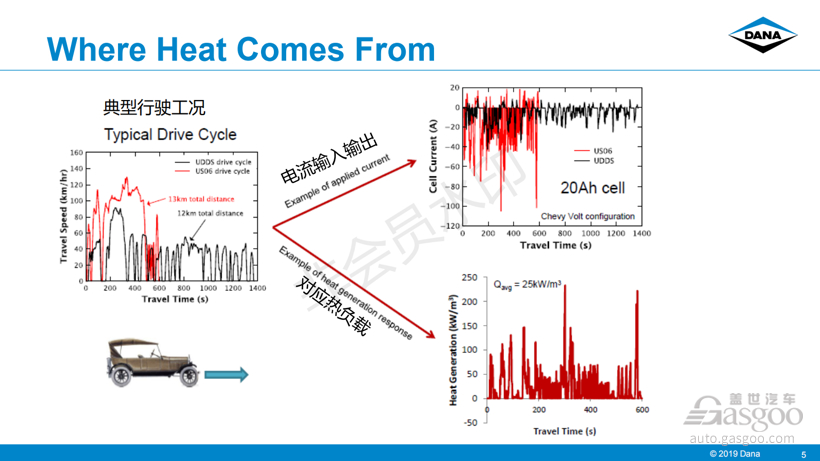
当我们了解到电池为什么会发热后,那么真实反映到电动汽车行驶工况下发热量究竟该怎么计算?我们做了一些案例分析,请见以下图片,第一个是基于UDDS的行驶工况,这是美国城市道路的一个行驶工况,同时也有US06的(US06是在UDDS的基础上,加上了其他道路的行驶工况),在这两种工况下,电流的输入和输出情况如何?同时,电流的输入和输出对应产生的热负载是什么情况?在这个图片中均可以得到很好的解释。
二、为什么需要电池热管理?
我们知道了电池因为电流发热,也知道电动汽车在行驶过程中会有电流的输入和输出,那么接下来的一个问题是为什么我们需要电池热管理呢?
其实,电池本身跟人是比较类似的,它要求环境温度不能太高也不能太低,如果温度太高,离子活性比较强,寿命会受到影响;而温度比较低的话,充电放电效率会大幅降低,因此我们需要将电池保持在一个比较合适的工作温度范围内。
目前我们做的开发,大部分客户要求的电池工作最佳温度区间是25°~40°,对于整个电池包内电池均温性要求的话,在同一个平面内,电池的均温性要小于5°。
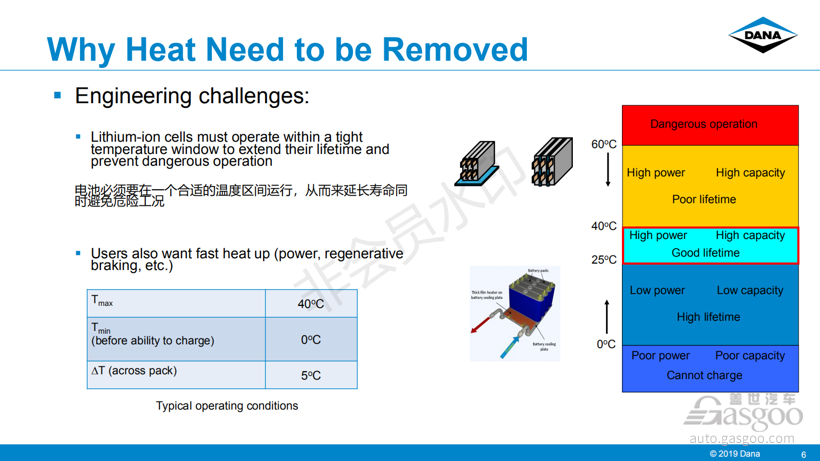
那么,如果电池热量没有被及时带走的话,将会带来什么样的后果呢?
我们通过一个案例来分析,这个分析是基于US06的行驶工况来的,在电池的环境温度处于20°、35°、50°情况下做个对比,在行驶100000英里的情况下,当电池环境温度是50°的话,电池的衰减是非常厉害的,已经超过40%,而当电池环境温度在20°左右的情况下,它的衰减则不到20%。所以通过这个案例,我们可以直观感受到电池为何要降温。对于现有市场需求的话,如快充或者对于高性能电机输出需求,这都需要大电流的输出。另外对于PHEV而言,因为电池容量小,它的充放电倍率比传统BEV要高很多……,基于以上因素,提高电池热管理有比较大的市场需求。

三、电池冷却板类型
了解完电池热管理,下面我们来谈下电池冷却板,对于目前市场上电池冷却板的形式,我们自己总结了下,主要有三种结构:板式、管式、蛇形。

第一种板式结构应用范围比较广,从方型电池到软包电池再到圆柱形电池都可以用。其冷却类型也较为多样,可以做电池底部冷却,也可以做电芯到电芯之间的冷却。
第二种管式结构局限性比较大,用在方型电池底部冷却比较多一些。
第三种蛇形结构,这种大家应该比较熟悉,就是特斯拉圆柱形电池的液冷板。
基于不同类型的冷却板他们对应的加工工艺也是有区别的,板式结构的工艺方式是比较多样化的,有冲压连续炉带助焊剂钎焊,也有冲压连续炉无助焊剂钎焊,还有冲压真空焊以及挤压钎焊等,而我们德纳关注的主要是冲压连续炉无助焊剂钎焊。而管式和蛇形结构主要是挤压+钎焊的形式。
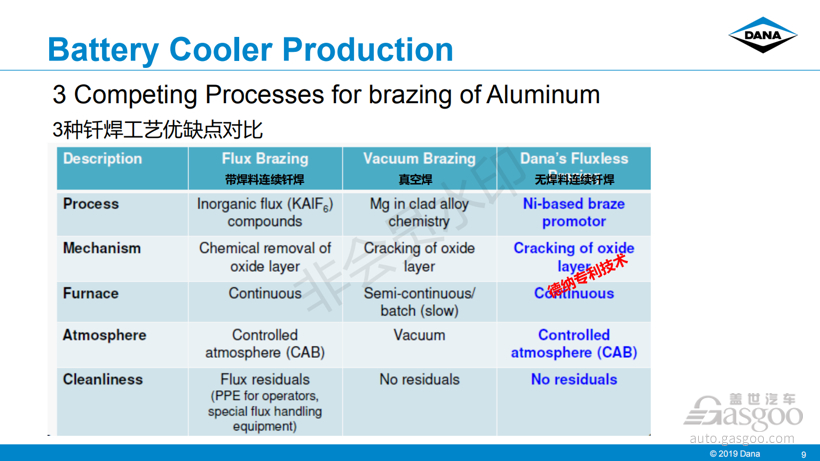
那么接下来我要讲的是三种钎焊工艺之间优缺点的对比:
首先是带焊料连续炉钎焊,这个工艺现在用的非常多,本身涂助焊剂的目的是防止铝材在钎焊过程中产生氧化(产生三氧化二铝),因为氧化层对钎焊的质量会产生非常大的挑战。不过涂钎焊剂也有一个危害是清洁度会受到影响,因为不能保证内腔中涂的钎焊剂能够100%的被清洗掉。
第二种是真空焊,顾名思义是在完全真空状态下做的钎焊,此工艺不用担心氧化层的出现,不过它的缺点是连续性不够强,可能放一批产品到真空炉后要五六个小时才能取出来,这样导致生产节奏会比较缓慢。
第三种是德纳的一个专利技术“无焊料连续钎焊”,我们通过在原材料上集成镀镍的涂层,在可以使用连续炉钎焊的条件下,不用涂钎焊剂,这样一方面最大限度保证清洁度,另一方面可以实现产品的连续化生产,保证生产节拍。
四、关于电池冷却板 德纳的技术解决方案
下面具体给大家具体分析下我们已经量产的相关技术解决方案:
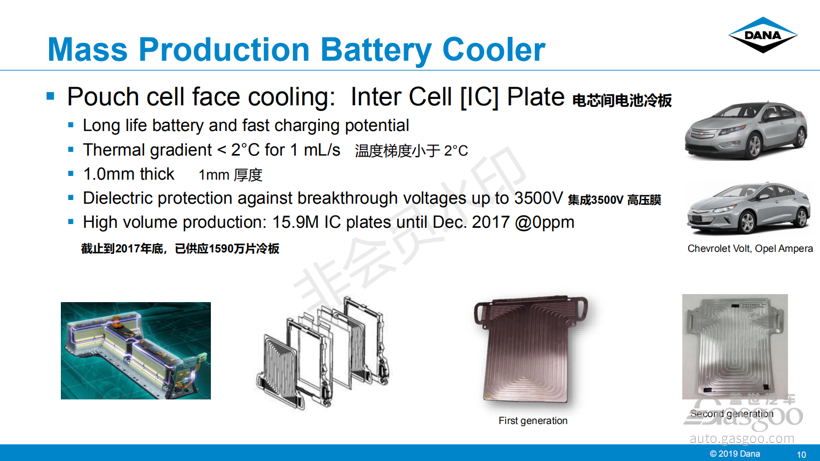
第一个给大家分享的是通用沃兰达的软包电池的电芯间电池冷却板,这个产品我们从2010年开始给通用沃兰达批量供货,截止2017年底已经供应超过1590万片的冷板,这个冷板非常薄,总厚度1mm,上下表面集成了一个3500V的高压膜。
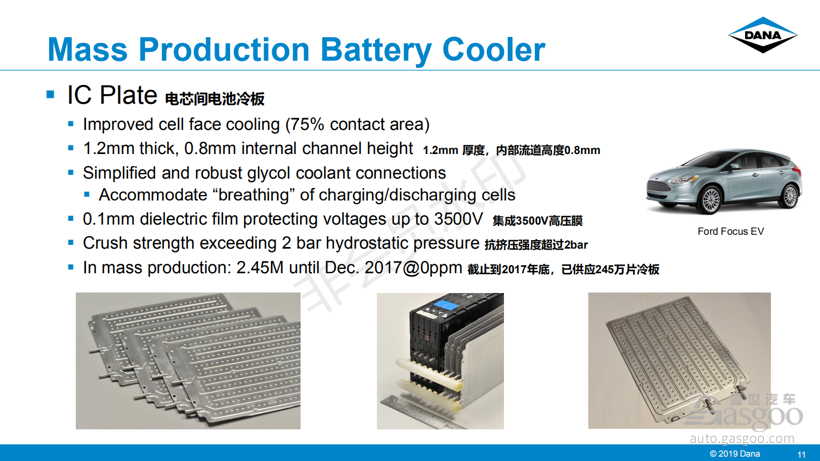
第二款是福特福克斯的EV,此款车在北美市场销售,我们的产品是在2012年左右实现量产,厚度1.2mm,集成了3500v的高压膜,设计本身抗挤压强度超过2bar。
接下来这个产品,是我们2017年底投产的电芯间电池冷却板,总厚度1.2mm,流道高度0.8mm,值得一提的是,我们采取了并联的流道设计可以将冷却液引流到温度高的区域,从而实现最佳的电池均温性。

还有一个是我们在2015年量产的底部冷却板,针对方型电池,终端客户是菲亚特,截止2017年底,已供应超过53000片。

同时针对于下一代电池冷板的设计开发我们也做了一些工作,像目前市场上主流的电池冷板它的流道形式都是U型,取决于电池包的空间,需要把进口和出口布置在同一侧,以便于更高效的管路设计。但是带来的缺点是,当冷却液从一端进入后会吸收电池热量,从另一端出来,这样在冷却液本身同一个截面之内会有一定温差,而这一温差会反应到电池模组底部,对电池模组底部在同一个截面而言的话温差还是很大的。

基于这种状态,德纳开发了一个新型的流道——对流流道,这也是我们的专利。我们通过对流道进行设计,将进口的冷却液和出口的冷却液充分打散,尽可能使同一个截面内的冷却液温度保持均衡,反应到电池模组底部的话,它的均温性、包括对于电池模组底部最高温度都有很大的帮助。这个好处是我们并不需要对冷板的尺寸做任何要求,在原来的U型流的情况下通过改变流道的方式,就可以优化电池最高温度及均温性。

而以下这张图片是对电池冷板的生产工艺做个简单的介绍,从原材料的冲压,到无焊料钎焊、激光焊接(主要是针对接管的激光焊接)、泄漏测试、终检,这些所有的工艺在德纳于2018年在盐城投资的新工厂都可以实现。

而今年,我们有一些项目和产品将在盐城工厂实现量产,其中两个是自主品牌一个合资品牌。
五、什么是 IGBT?
我们本身不是做IGBT芯片的,但为了更好的讲解IGBT散热,在这里还是先介绍下什么是IGBT芯片。
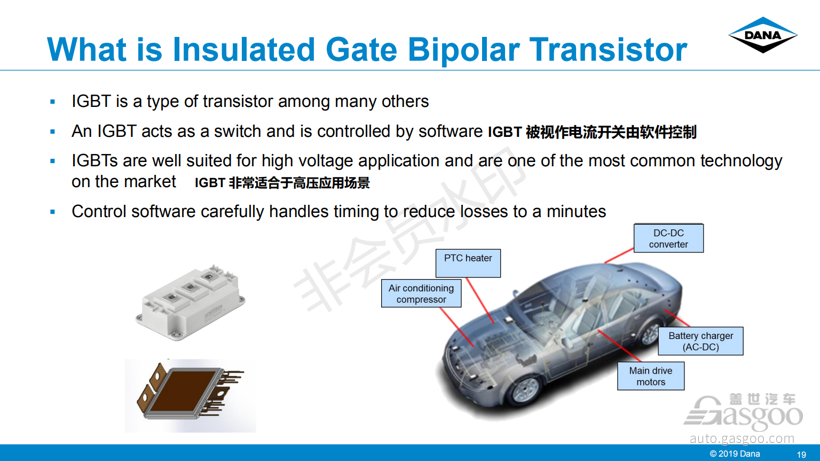
其实本质上来讲,IGBT是一个控制电流通断的开关,通过软件来控制电压的通断。比如在逆变器里面将DC转成AC的话通过PWM控制电压的通断,使输入的直流电变成类似于正弦波的交流电输出,然后交流电去支持三相交流电机的一个运转。

上面这张图片是非常典型的应用场景:高压电池直流电出来到逆变器,逆变器将直流电转成三相交流电,交流电输入到电机,然后输出功率。整个传递过程传递效率是有限的,只有将近90%的传递效率,这也意味着约有10%的热量产生。
但是现在目前技术应用,包括电机对高功率输入要求,对电压需求的开关频次越来越高,同时需要支持的电压值越来越高,然为满足整车的紧凑化设计,对应的芯片尺寸缺越来越小,因此对应的热接触面积也是越来越少,这对于热管理是很大的挑战。
六、IGBT功率器件的热管理演变
接下来我们对功率器件的热管理演变做下阐述。

第一代和第二代功率器件热管理都是基于单面散热为主,主要的技术从工业延伸到汽车行业。第一代有散热片,第二代取消散热片后,用导热垫或其他材料替代。流道结构主要是以Pin-fin结构为主。同时,有些厂家也在做双面散热,包括我们接触的很多客户基于未来3-5年的新车型,大部分会考虑双面散热这个技术。
相对于单面散热,双面散热究竟有什么好处呢?下面这张图片我们从热阻和最高温度两个方面的对比可以直观感受到。
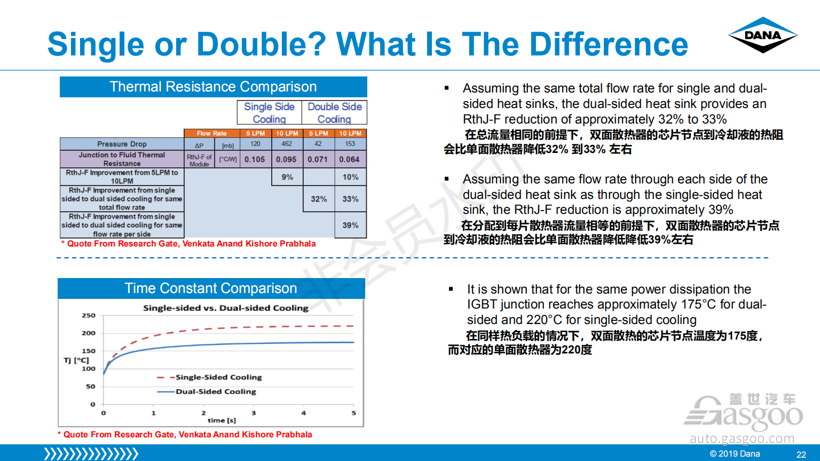
在总的流量相同的前提下,双面散热器的芯片节点到冷却液的整个传递路径过程中的热阻要比单面散热器低32%-33%左右。而在基于分配到每个单片的散热器流量相等的前提下,双面散热器芯片节点到冷却液的热阻要比单面散热器低39%左右。
此外,在同样热负载的情况下,双面散热器芯片的节点温度175°,而对应的单面散热器是220° ,可能他们用的时间差不多,但最终达到的温度值明显不一样的,双面散热器要比单面低很多。
此外,双面散热器从结构设计来讲,灵活性还是比较大的,两个不同散热器可以实现串联或并联,取决于不同的应用场景。此外,流量分配的灵活性也是比较大的,最终我们要确保分配到单个散热器的流量尽可能均衡。同时可在散热器内部集成高性能的翅片,去降低对流换热的热阻,另外我们也有可变高度的密封圈,灵活调整密封压力,降低泄漏风险。在不需要二次加工的前提下,散热器本身和芯片接触区域的平面度可以达到50微米。

以下是我们量产案例的介绍,双面散热器我们2016年就在北美市场实现量产,供给车型是宝马i3和沃尔沃的XC90。同时德纳无锡也会在2019年中旬给国内车型实现批量生产,终端客户4-5家左右。

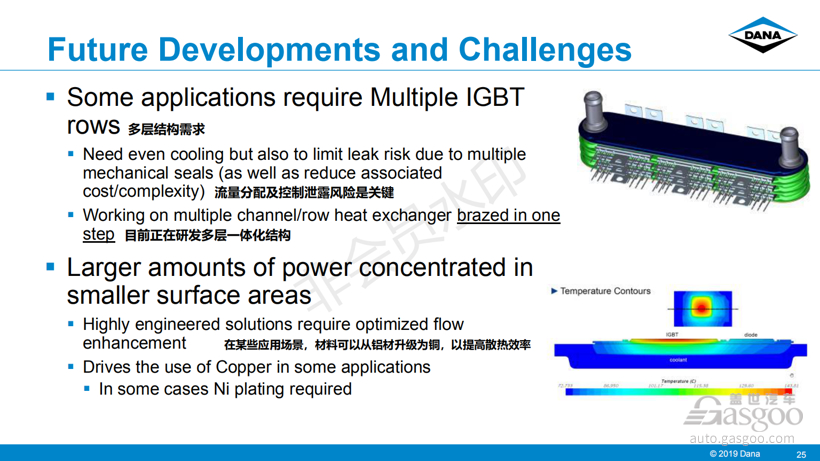
针对于后续潜在需求,我们也在做一些多层结构的设计。同时在某些应用场景,我们的铝材可以升级为铜,因为铜的传热效率是铝的3倍左右,铜散热器我们也会在2020年于德纳无锡实现量产。
七、关于德纳
最后,对于德纳也给大家做个介绍,我们是家美资公司,总部位于美国俄亥俄州莫米市,2017年全球销售额72亿美元,2018年的销售额超81亿美元,全球拥有超过3万名员工、22个研发中心。

整个德纳根据服务的市场不同分为四个业务集团:轻型车传动系统,商用车传动系统,非公路车辆传动系统以及动力技术事业部,我们部门属于动力技术事业部。

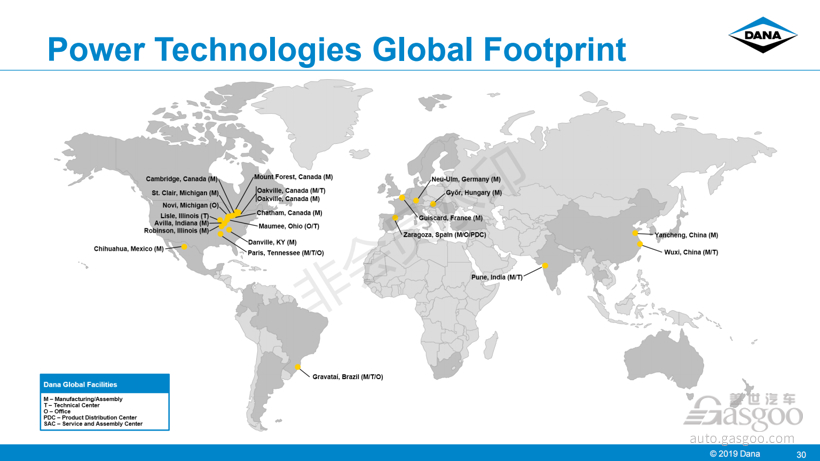
德纳动力技术集团2017年的销售额11亿美金,全球5000名员工。以下我们事业部的全球布局,我们在亚太主要是印度和中国市场,而在中国无锡有研发中心和工厂,在盐城有工厂。
目前我们大部分产品集中于传统的发动机和变速箱的热管理和密封产品,而对于新能源汽车主要是电池冷却板和IGBT的双面散热器。

非常感谢大家,今天的问题到此结束,大家有什么问题,可以提问。
以下是微课堂期间参会人员提问及嘉宾的相关答复:
Q1、IGBT目前发展状况如何,从芯片到模块再到逆变器总成,行业内的供应链现状?
曹岳:目前整个供应链体系而言,IGBT芯片是底层,再往上是模块,然后是逆变器总成,终端是OEM。
IGBT芯片,市场份额最大的是英飞凌,而一些主机厂如比亚迪和丰田都有自己的芯片。而到了模组和总成这一级别有很多竞争对手,如博世、电装、法雷奥等。不过,就整个供应链而言,垂直整合比较好的有两家,比亚迪和丰田。
Q2、IGBT 热管理技术目前行业状态及后续发展方向?
曹岳:针对这个问题我们无法概况整个行业,目前主要应用还是单面散热为主,但是我们接触到的未来3-5年内会量产的新车型,大多都在开发双面散热这一块。
Q3、电池水冷板设计时需要考虑哪些因素?
曹岳:我们需要从整个系统层级去考虑,如压力降,散热效率,能达到的均温性,水冷板安装方式,电池模组和底部的安装方式等等,承载式还是非承载式,这些因素决定了水冷板的结构类型。
Q4、能否介绍下下一代SiC产品的应用进展?国内企业目前跟国外的差距与应用现状?
曹岳:碳化硅的话优势很明显,热膨胀系数很小,热阻也很小,非常适合用于IGBT。但目前实现量产的不是很多,因为材料成本比较高,集成话难度也比较高,但不可否认的是其作为下一代技术,各个主机厂和公司会去进一步研发。
Q5、电池热管理系统目前技术上存在的问题有哪些?未来发展趋势?一体化冷板或单个模组配单个冷板?
曹岳:未来的发展趋势是一体化的还是小尺寸的,也即是单个模组配单个冷板,这个问题我们经常会遇到,每个客户的侧重点不一样。
集成化优势很明显,接口数量会大幅降低,进而减少泄漏的风险。但是它对于流道的设计要求很高,就是你通过一个大尺寸的冷板,如何将总的流量精确分布到每个模组下面,这对流道设计是比较大的挑战。而小尺寸的冷板,单个模组配单个水冷板的话,它可以通过管路的设计非常容易实现流量的均衡性,但是它的接口数量会大幅增加,而对应的泄漏的风险也会增加。
无论是大的冷板还是小的冷板,从整个系统级别考虑,现在无法知道哪个技术方案的系统成本会更高,因为大尺寸的冷板虽然接口数量减少,对应的接口成本相对低,然加工工艺会大幅增加,况且这个增加不是几何级别的增加。
Q6、您如何看待电动汽车热管理行业未来格局?
曹岳:这个领域竞争还是比较激烈的,有像我们德纳这样的从传统热管理切到新能源热管理,也有很多新进入的企业,市场空间很大,而相对来说竞争也很大。
*版权声明:本文为盖世汽车原创文章,如欲转载请遵守 转载说明 相关规定。违反转载说明者,盖世汽车将依法追究其法律责任!
本文地址:https://auto.gasgoo.com/News/2019/03/060641394139I70091877C501.shtml
好文章,需要你的鼓励
联系邮箱:info@gasgoo.com
求职应聘:021-39197800-8035
简历投递:zhaopin@gasgoo.com
客服微信:gasgoo12 (豆豆)

新闻热线:021-39586122
商务合作:021-39586681
市场合作:021-39197800-8032
研究院项目咨询:021-39197921















