6月10日晚8点30分,“盖世微课堂—内高压成型在汽车上的应用”正式开讲!盖世汽车特邀上海保隆技术中心副总陈绍明开堂授课并解答微友疑问,同时,来自VOLVO、一汽大众、东风裕隆等整车厂以及来自汽车零部件及相关企业共计304位人士在群内展开热烈讨论。
以下是课堂焦点内容速记汇总,与业内共飨。
液压成形是塑性领域的一项成形新技术,按使用坯件的不同又分为三种:管材液压成形(内高压成形)、板材液压成型、壳体液压成型。今晚微课堂交流的重点工艺是内高压成形,也就是管材液压成形。
1. 内高压成形技术基本原理及特点
2. 内高压成形基础理论(摘自哈尔滨工业大学苑世剑、刘刚等教授学术成果)
3. 工艺关键技术(摘自哈尔滨工业大学苑世剑、刘刚等教授学术成果)
4. 内高压成形在汽车零件上的应用
5. 上海保隆汽车科技股份有限公司简介
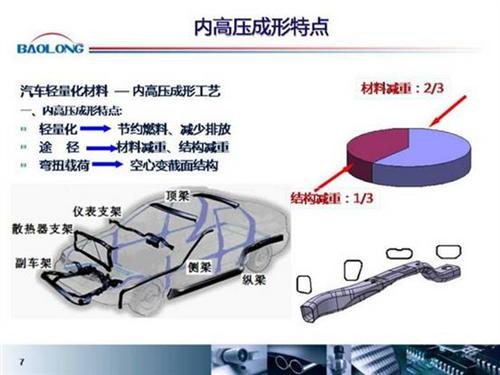
内高压成型如何实现轻量化:
结构轻量化有两个主要途径,一是材料途径,采用镁合金、铝合金、钛合金及复合材料等轻质材料;二是结构途径,采用空心变截面、薄壁整体结构。根据统计,对于一定目标采用轻质材料减重的贡献大概三分之二,结构减重的贡献大概三分之一
· 汽车行业目前主要采用材料结构减重的途径,当材料一定时,减重的主要方法是设计合理的轻质结构。
· 对于承受弯扭载荷为主的结构,采用空心变截面构件,既可以减轻质量又可以充分利用材料的强度!
· 内高压成形是利用液力作为传力介质,使管件成为需要的工件形状,并提高材料整体刚度、疲劳强度及零件成形精度的工艺手段。
内高压成型技术原理及特点:
下方的四张图分别是内高压成形工序的过程
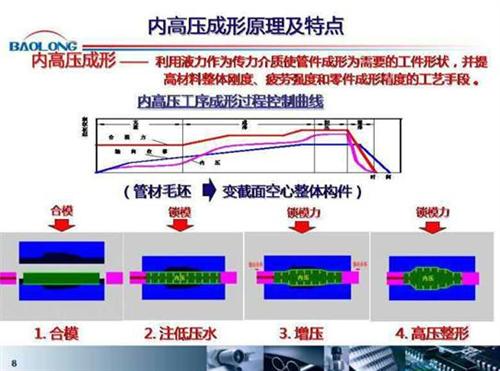
从左图开始:合模——充液(排出管内的空气)——增压、管件两端在补料冲头的推动下向变形区送料,零件开始变形,变形后期零件大部分区域开始贴膜; 紧接着进入整形阶段,使零件局部圆角整体贴膜,完成零件最终成型!中间的曲线图是上述的成形过程的加载路径、分别是,合模力、管端补料量、内压三个参数的控制曲线,通过对这三个参数的精确控制来有效实现零件的成形。
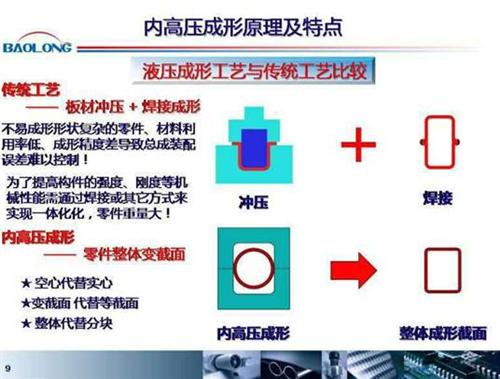
传统冲压工艺和内高压成形工艺的区别
传统冲压工艺:材料利用率低、成形精度差导致总成装配误差难以控制、不易成形形状复杂的零件!为了提高构件的强度、刚度等机械性能需通过焊接或其它方式来实现一体化,造成零件重量上升!
内高压成形工艺优势:
空心代替实心、变截面代替等截面、整体代替分块
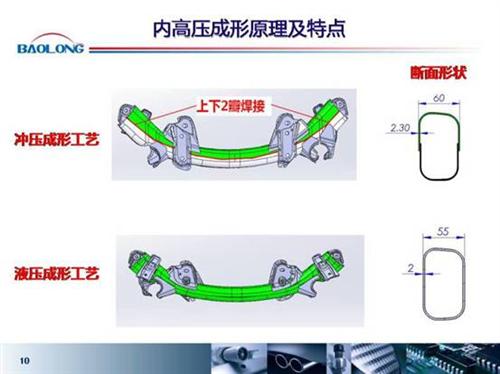
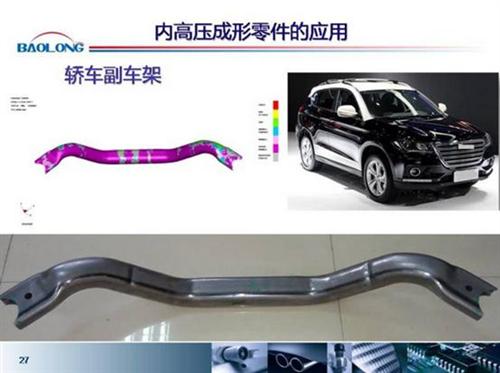
如图所示,是某车型的后副车架横梁,这个横梁的设计是按照内高压成形设计的零件基本结构,为了更容易比较,我们用两种成形方法的差别来衡量最终的结果。
如果采用冲压成形工艺来制作横梁,则需要将该横梁做成上下两半然后采用焊接来完成该零件!这样会出现工艺路线长、材料利用率低、冲压后还会出现较大的回弹,影响焊接效果和零件最终成型精度!横梁表面还有2条焊缝,影响其它底盘零件的搭接效果从而会对整车的模态造成影响!采用内高压成形工艺,则可以直接采用管材整体成形,工艺路线短、材料利用率高、成形精度高!同时减少总成焊接工作量
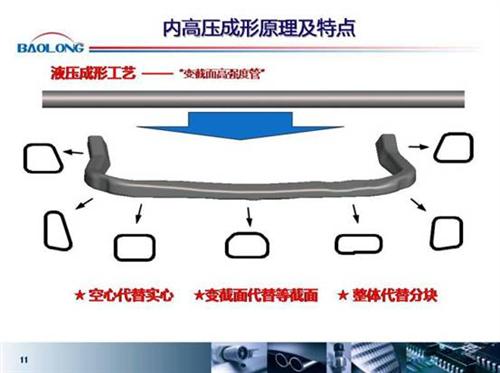
这个图片是个典型的液压成形结构件,整个断面为变截面,零件上共有七个不同的截面来实现对该零件的力学性能的要求,是采用传统工艺很难实现的结构。
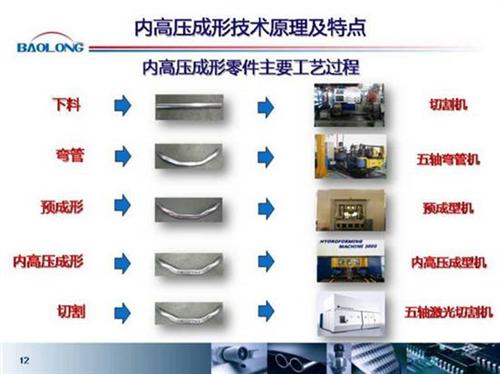
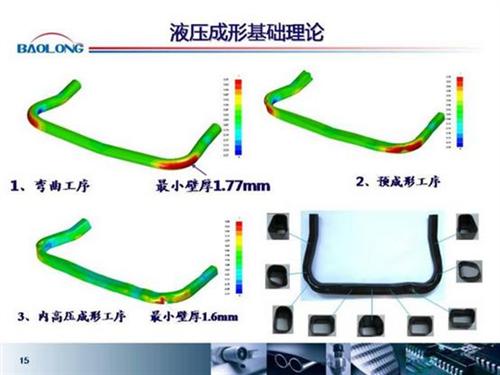
内高压成形有下料、弯管、预成型、液压成型、切割等五道主要工序组成
根据零件结构要素和精度的不同,工序会有增减
下料,采用切管机按工艺要求切去要求的长度,同时在管端去除毛刺,避免影响后工序密封。
采用3轴数控预成型机,预成型是内高压成型工序中比较关键的工序,它的作用是提前对胚件材料进行材料分配和阻尼设置,使内高压成形工序顺利得到满足液压成形工序需要的胚件。
采用多轴控制的内高压成形设备,是内高压成型工序中核心的成形工序,经过该工序后零件在外形上完全达到零件的精度要求,前面第八页介绍的就是该工序的整个成形过程。
常用的设备有:3D激光切割、机械切割机、压力机等!视零件的外形和精度来确定具体工艺设备!
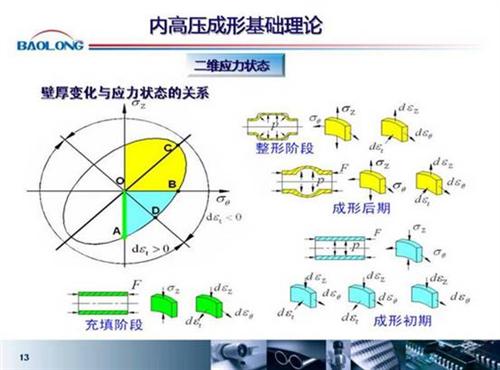
内高压成形的基础理论
左图是内高压成形过程的应力应变状态,及在屈服椭圆上的位置
若假设管材为薄壁管,忽略作用在管材内壁上的内压,只考虑管材的轴向应力和环向应力,则可以认为管材处于平面应力状态。
由Mises屈服准则,可以得到变径管内高压成形的屈服条件为

在变形过程中,某一时刻管材上不同点以及同一点在不同时刻的应力状态都有很大差别,而所有可能的应力状态应位于如图所示的平面应力屈服椭圆中从A点到B点直至C点之间的曲线上。
1.充液阶段:此阶段,两端冲头向模具型腔移动并于管端接触而实现密封。管内充满液体,但压力很小,冲头对管端作用有一定的轴向推力以实现密封;此时可以认为整个管子都处于单向轴向受压的应力状态;
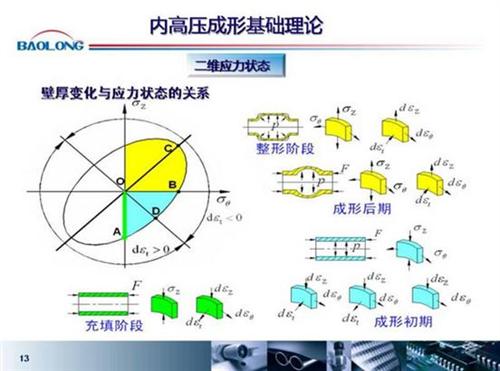
位于图中的A点,对应的应变状态为轴向压缩、环向伸长和厚度增加,但变形量都很小;如果管材长度较长,当轴向压应力过大时,管材会产生整体屈曲缺陷。
2. 成形期:成型区的应力状态在成形初期和后期有所不同。在成形初期,管材还保持平直状态,管材应力状态为环向受拉、轴向受压的一拉一压状态;
位于屈服椭圆中的A点和B点之间; 但应变状态与环向应力和轴向应力的数值大小有关;当环向应力大于轴向应力的绝对值时,位于图中屈服椭圆的B点和D点之间;则应变小于零,壁厚减薄;当环向应力小于轴向应力的绝对值时,位于屈服轨迹的D点和A点之间应变大于零,此时壁厚增加;当环向应力等于轴向应力的绝对值时位于屈服轨迹的D点,此时应变为零,壁厚保持不变。 (成形后期)随着变形的继续进行,成型区管材不在保持平直状态,而将发生向外凸起变形,此时该区域处于双向受拉状态,在屈服椭圆中表现为从B点向C点移动; 在此阶段环向应力和轴向应力都大于零,一般情况下环向应力大于轴向应力;因此轴向和环形向都在伸长变形,厚度减薄,减薄的程度取决于轴向应力和环向应力的数值的大小,需要指出的是,环向应力与轴向应力的比值还于变形区的长度有关。
3.整形阶段:成形区管材绝大部分已与模具接触,只有送料区与成型区的过度圆角局部区域尚未完全与模具贴合,整形就是要通过增加成形压力来使过度圆角逐渐贴靠模具,达到所要求的圆角,应力状态如图,在环向和切向都发生拉伸变形,壁厚减薄,位于屈服轨迹曲线的上位B点和C点之间.
内高压成形件的壁厚成形规律
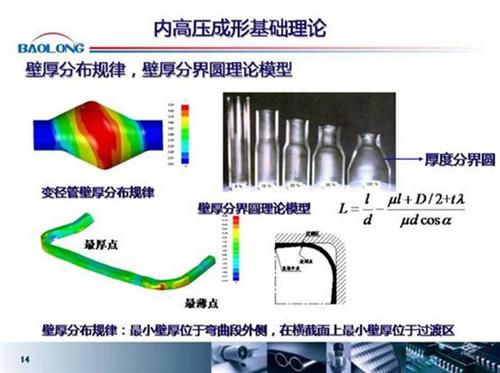
变径管内高压成形件壁厚分布规律是:成型区壁厚减薄和送料区壁厚增加,
在送料区和成形区之间存在一个壁厚不变的截面,对于圆截面工件,壁厚不变的这个截面称为厚度分界园;壁厚分界园理论模型反映了厚度分界园位置取决于摩擦系数、膨胀系数、管端轴向应力与内压之比、送料区长度和管材相对厚度;当送料区相对长度增加时,厚度分界园与管端的相对距离减小,壁厚不变点向管端移动,壁厚减薄区域增大,当管材相对壁厚增加时,厚度分界园与管端的相对距离增大,壁厚不变点向成形区移动,壁厚减薄区域减小,因此厚壁管内高压成形时壁厚分布较容易控制,而薄壁管成形的壁厚控制较困难。弯曲轴线异形截面管内高压成形工艺过程包括弯管、预成形、内高压成形等主要工序,在弯曲中性层外侧,由于切向拉应力作用而使壁厚减薄,在中性层内侧,由于切向压应力作用而使壁厚增加,弯曲处的外侧壁厚减薄对内高压成形过程和零件在使用中的承载能力影响非常大,如果外侧过度减薄,即使在弯曲时未发生开裂,在后续内高压成形中也容易引起开裂。增加内高压成形工序的难度。内高压成形使用的弯曲件除保证轴线形状精度外,还要将壁厚减薄率控制在一定的范围内,一般控制在20%以内。
在内高压成形件横截面上最小壁厚主要位于截面的过渡区如右下截面图所示。
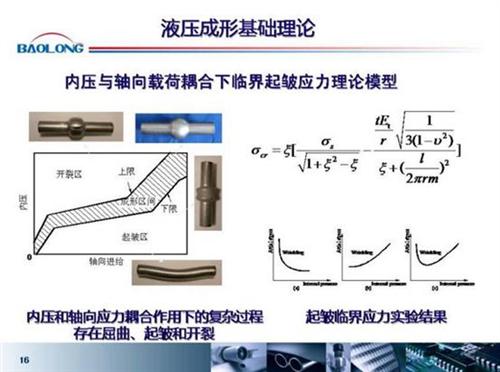
左边打阴影部分,是指管材既不起皱,又不开裂的轴向应力及内压之间匹配的区间。通过这张图可以确定起皱和零件轴向压力和开裂压力,是我们进行内高压过程控制的工艺基础。在实际工艺控制过程中,由于摩擦等因素的影响,很难准确的控制轴向力,因此在生产中通过内压及轴向经给补料量之间的关系来实现零件的成形,这种关系又称为加载曲线。确定加载曲线的关键问题是如何确定内压的上下线,通常的办法是先通过数值模拟先获得初步的加载曲线,然后通过工艺试验来确定真实的加载曲线,在成型区间内的任何加载曲线,都能获得合格的零件,但加载曲线的位置不同,获得零件的壁厚减薄程度也不同,靠近上限时壁厚减薄大,靠近下线时壁厚减薄小,对于一种零件成形区间的内压范围越大越好,这样容易实现工艺控制。
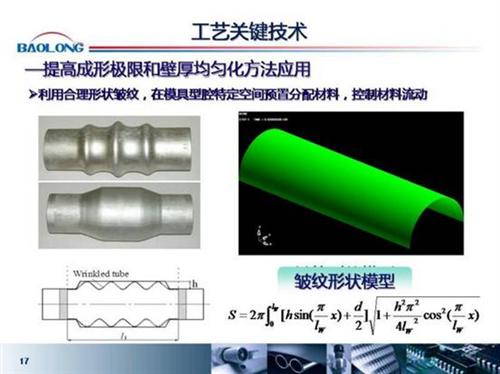
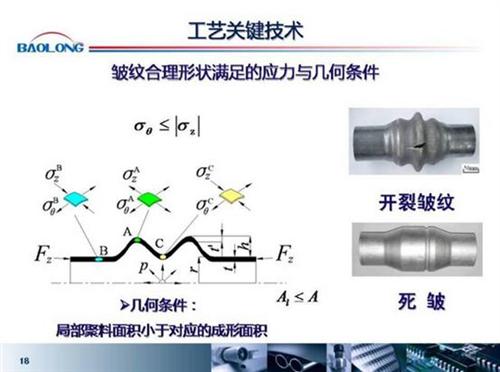
皱纹的控制:
皱纹分为两种,一种是成为缺陷的实皱,一种是可以通过后续加工加压展平的有益皱纹。通过起皱方式可以将成形所需补料量预先聚集在成型区,关键是控制皱纹的数量,只有皱纹数量合理,才能保证成型后壁厚不变或者减薄量控制在要求的范围内,这里所说的皱纹是第二种。
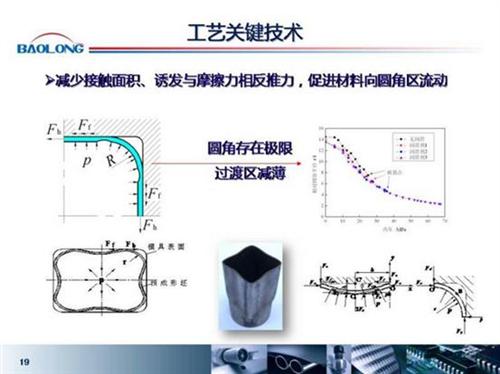
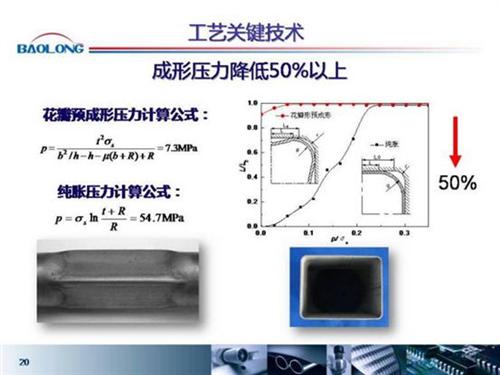
降低整形压力的原理和方法
内凹式预成型截面降低整形压力,通过预成型工序将管材截面压制为一种凹陷的形状,加压整形时由于中心处管材内凹,与模具接触面积减少,材料容易向远角处流动,同时内压产生的切向推力克服摩擦阻力促进材料向远角处流动,这样可以大大减少整形压力,可以在较低的内压来成形远角。
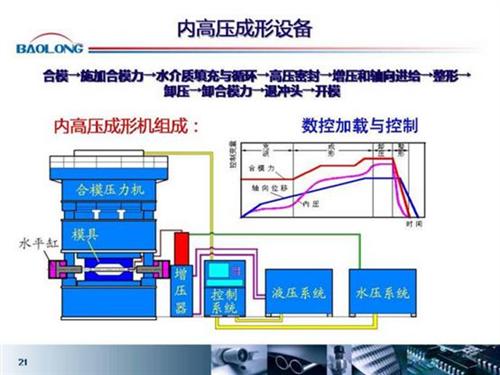
内高压成形设备的组成:合模压力机、高压源、水平缸、液压泵站、水系统和计算机控制系统六部分组成
一般来讲,内高压成形机的工作过程主要包括:
闭合模具——施加合模力——对管材内填充加压介质——管端密封——按加载曲线施加内压和轴向进给——增压整形——卸载——去合模力——冲头回退——开模。
内高压成形设备的关键技术:
① 高压动密封技术
② 有效实现加载曲线的控制技术!
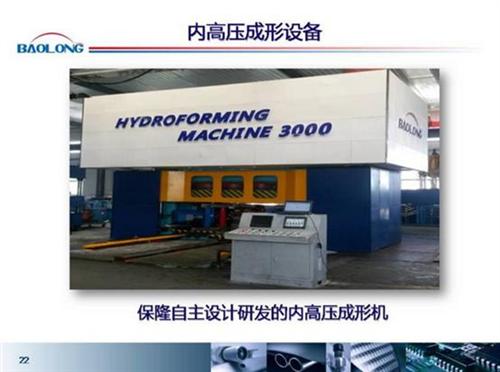
近年来保隆科技通过学习国内外内高压设备成熟技术,并结合长期从事内高压成形生产经验,自主开发了具有独特创新亮点的3000吨双工位双增压内高压成形机,已经投入批量生产使用效果达到设计预期!
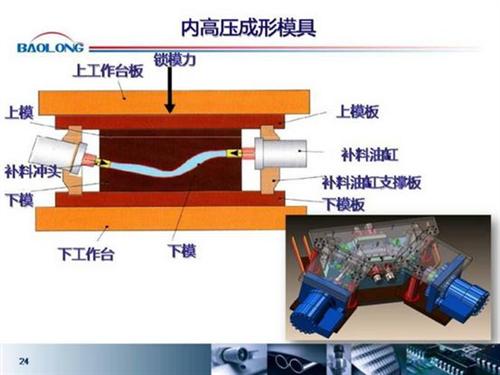
内高压成形模具的主要组成部分包括:上模、下模、左右冲头,与其他模具一样,还要通过上下垫板分别与机器滑块和工作台面连接固定。
模具型腔部分可根据不同的工作条件和加工难以程度设计成镶块结构,并考虑复杂弯曲轴线内高压成形件可能引起的模具水平位移,设计必要的导向和锁扣置;冲头是内高压模具的特殊部分,其作用是密封管端和轴向进给补料。关系到整个内高压成形过程能否顺利进行和生产效率的高低。冲头的直径和长度要根据管材直径和长度的不同而变化。
模具上下垫板上下两端均可加工出承力槽,以便水平缸合模时嵌入模具垫板,形成封闭力系,平衡掉作用在冲头上的轴向推力。模具材料的选择原则:满足内高压成形的工作条件,即耐磨性、强韧性、疲劳断裂性能;满足模具加工工艺性要求,即可锻性、切削加工性能和工艺参数;满足经济性要求,应考虑产量、产品材料性能和工艺参数。

接下来是我们液压成型在汽车热锻件的批量生产应用情况。




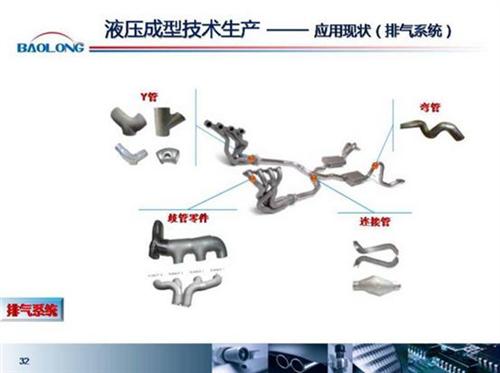


从目前市场需求情况来看,排气系统热锻件的轻量化需求发展势头大大领先结构件的需求量。
以下是提问环节:
1. 内高压成型对汽车减重的意义?能否结合具体车型的应用作下说明?
对减重的意义,最重要的是节约能源,减少碳排放;二是提升性价比,降低资源消耗,
我们在前期协助客户进行副车架轻量化改造过程中,发现通过对传统结构件按照内高压成形工艺方式进行结构设计,可减少零件数量,同时也降低总成重量。对总成的性价比有较大的贡献度。
2. 跟传统的粉末成型区别在哪里,用什么装备来完成高压成型?
与传统的粉末成形工艺是完全不同的两类工艺方式。粉末成形采用粉末作为原材料压制成形经过烧结后完成零件成形,零件密度低。强度性能无法和内高压成形相提并论,而且该工艺只适合制作小型零件无法制作结构件。而内高压成形采用的高强管、通过高压水作为成形介质来实现零件成形,可在成型过程中提高材料的强度、刚度等性能指标。
内高压成形工艺采用的主要设备: 切管机、5轴数控弯管机、预成型机、内高压成型机、3D激光切割机等
3. 内高压成型与冲压成形对比,成形用管材、截面分析、工艺参数确定、缺陷形式(原因、措施)、摩擦的影响、摩擦系数的影响
内高压成形管材对焊缝强度和管材的尺寸、壁厚精度、要求高于冲压工艺,内高压成形零件截面为变截面,冲压工艺为等截面,内高压成形的工艺参数的确定较冲压成形要复杂。
首先通过有限元分析确定初始控制数据,然后输入内高压成形机控制系统进行样件调试修正,得出最终的加载曲线作为最终控制参数。
常见的缺陷形式:开裂、起皱、壁厚减薄超差等。
主要原因:材料性能变化、加载曲线过于接近成形范围的上下极限、润滑条件发生变化等。措施:严格控制进货原材料性能、优化加载曲线,严格控制润滑条件。
摩擦是内高压成形的一个关键问题,直接影响零件的壁厚分布、极限膨胀率、和缺陷形式有着重要的影响。对于同一种材料的零件,摩擦系具体数值取决于润滑剂、内压、送料速度、送料量和模具硬度及表面处理情况。
4. 据说轻量化汽车构件的成本会更高一些,总体是这样的吗? 若是如此,为何欧洲和日系车却广泛采用内高压的仪表梁、后副车架、扭力梁等部件? 有算过它的全车寿命过程中的总体性价比吗? (一生的油耗减低、 抵得过轻量化带来的成本增加吗?)
实现轻量化目前来看有2个途径:1. 材料、2.结构
从内高压成形技术角度来看,表面上看单个液压成型件的成本相对会偏高,但采用液压成形的结构零件时,部件总成的零件数量会减少,重量减轻从而使总成的成本下降,提升了整车的性价比,和传统的冲压成形工艺设计的零件没有可比性。从我们前期参与轻量化改造的两个项目上就可以直接看到在小总成上的成本优势了!(使总成减少了零件数量和焊接工作量,提高了零件精度,减轻了总成的重量!)。再加上客户使用过程中由于重量的降低带来的油耗减少,优势就更大了,所以国外90年代开始就广泛采用该成形技术了。
5. 这种一次成型的强度能否达到冲压 折弯成型的效果
这就是内高压成形工艺应用于汽车轻量化的关键所在,而且在比冲压工艺用料少的前提下达到冲压工艺成形件的同等强度。
以下是上海保隆相关介绍



加入内高压成形微课堂,请加微信号“gasgoo88”!
(备注:姓名、公司、业务)
盖世微课堂:是盖世汽车推出的基于微信平台的一种“线上讲授实时讨论”的活动。盖世汽车通过整合行业资源,以第三方客观严谨的态度召集行业精英创建专业微信群组,不定时邀约前瞻技术领域专家开堂授课、解疑答难,使知识获取更加高效,让交流呈现零距离!欢迎关注!
(文章来源:盖世汽车网)
*版权声明:本文为盖世汽车原创文章,如欲转载请遵守 转载说明 相关规定。违反转载说明者,盖世汽车将依法追究其法律责任!
本文地址:https://auto.gasgoo.com/News/2015/06/12032335233560338676283.shtml
好文章,需要你的鼓励
联系邮箱:info@gasgoo.com
求职应聘:021-39197800-8035
简历投递:zhaopin@gasgoo.com
客服微信:gasgoo12 (豆豆)

新闻热线:021-39586122
商务合作:021-39586681
市场合作:021-39197800-8032
研究院项目咨询:021-39197921













